


Dans deux articles précédents, nous avons passé en revue des concepts généraux sur la qualité de la cire et comment travailler les rayons pour la récupérer. Dans ce nouvel article, nous allons voir comment fabriquer les feuilles de cire que nous utilisons dans les cadres à l’aide de machines à gaufrer la cire.
Historiquement, la cire estampée est originaire de la frontière Hollando-allemande, au milieu du XIXe siècle, mais son développement industriel a atteint son apogée à la fin du siècle, en Belgique et aux États-Unis.
L’objectif de son utilisation est de donner aux abeilles un début de cire, de manière à accélérer et à garantir la construction complète du rayon à l’intérieur du cadre en bois. Habituellement, une feuille pèse environ la moitié de ce que pèsera le rayon une fois construit. Si nous considérons les dimensions d’un cadre Dadant ou Layens, similaires en surface, une feuille pèse environ 100g, et les abeilles doivent en ajouter autant. Cela représente déjà un grand avantage, car pour produire 1 kg de cire, les abeilles, dans notre zone climatique, doivent consommer au moins 8 kg de miel.
Évidemment, pour fabriquer les feuilles, nous devons utiliser de la cire de bonne qualité, qui ne soit ni moisie, ni trop vieille, ni brûlée dans le processus de fonte des rayons, et, bien sûr, aussi exempte de résidus que possible. De cette manière, la cire conservera ses substances attractives pour les abeilles, et les feuilles seront acceptées et travaillées rapidement.
Laminage artisanal de la cire d’abeille
Estampage à plat
Les apiculteurs qui le souhaitent peuvent fabriquer leurs propres feuilles selon des procédés artisanaux, avec différents niveaux de complexité et, évidemment, de travail. Une bonne option est de concentrer ces travaux à la fin de la saison, lorsqu’il y a moins de tâches dans les ruches, et de profiter pour produire la cire d’abeille qui sera utilisée au printemps et pour le reste de la campagne suivante.
Pour une production en autoconsommation et avec peu de ruches, la méthode la plus simple est d’utiliser un moule en silicone avec des alvéoles estampées et savonnées. Le savon doit générer le moins de résidus et d’odeurs étrangères ; un savon pour bébés sans arôme sera idéal.
Sur ce moule, on verse de la cire liquide, et on presse pour que les alvéoles se marquent. La cire liquide doit être chauffée au bain-marie, à une température adéquate. Cette température doit être testée, mais elle sera évidemment supérieure à 65 °C, qui est la température de fusion de la cire, sans dépasser les 90 °C, afin qu’elle ne soit pas trop fluide et que les feuilles ne soient pas trop fines. La température de la zone de travail influence également la vitesse de refroidissement de la cire liquide versée.

La cire liquide se cristallise en devenant solide. Si cela se produit rapidement, le résultat final sera une cristallisation très rigide, et une feuille peu flexible. Cela n’a pas d’importance dans les zones chaudes, mais c’est un problème dans les zones froides, car toute manipulation peu soigneuse des feuilles les brisera.
Ce procédé fournira donc des feuilles rigides, ce qui n’est pas très adapté pour les zones froides.
Une autre option similaire, mais plus productive, consiste à utiliser des plaques de gaufrage avec refroidissement. Le mécanisme de fonctionnement est le même, mais le travail se fait plus rapidement.
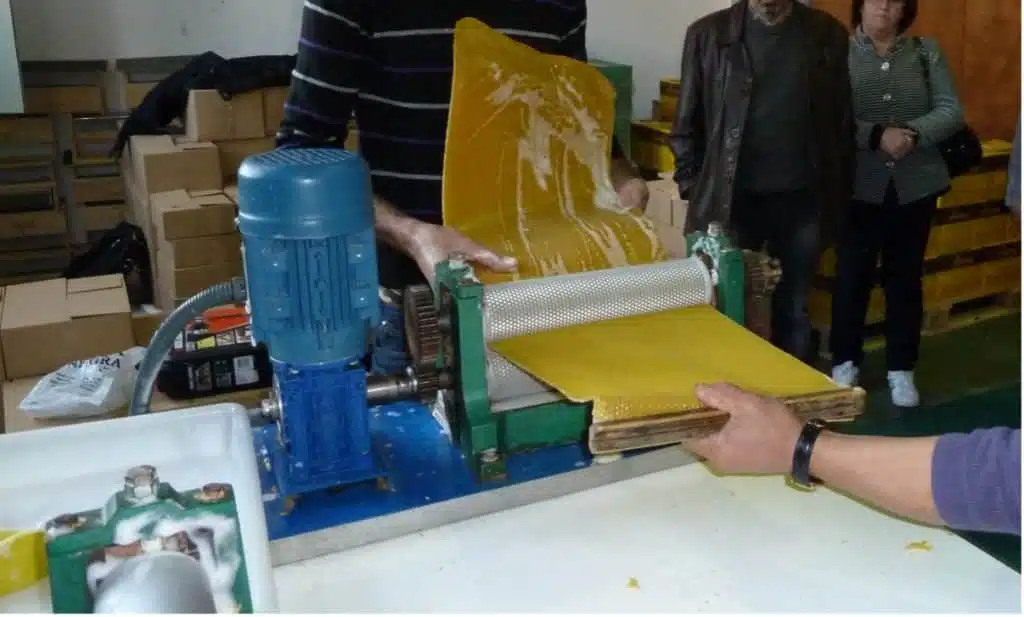
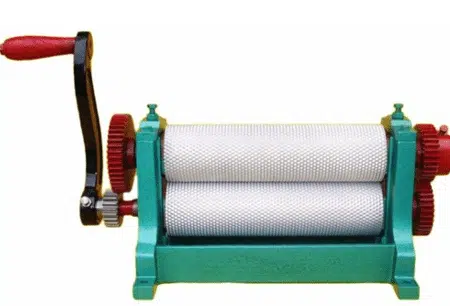
 Estampage avec des rouleaux
Estampage avec des rouleaux
Pour une méthode plus professionnelle, on peut utiliser l’estampage avec des rouleaux. Dans ce cas, il est recommandé de commencer par fabriquer des plaques de cire aux dimensions adaptées aux rouleaux que nous allons utiliser. Elles sont généralement faites dans des plateaux similaires à ceux d’un four domestique, puis coupées à la taille de travail, qui est généralement d’environ 35x20x1,5-2 cm. Ces pastilles peuvent être fabriquées à tout moment en versant la cire liquide dans des moules et peuvent être stockées jusqu’à leur utilisation pour être estampées.


Pour travailler les plaques et les laminer, elles doivent d’abord être réchauffées dans de l’eau chaude, à environ 40 °C, température de moulage. Une fois réchauffées, elles passent d’abord par des rouleaux plats, après avoir savonné la plaque et les rouleaux pour éviter qu’ils ne collent, afin de former une feuille de cire de l’épaisseur et de la flexibilité adéquates pour passer aux rouleaux d’estampage.



Ensuite, la feuille de cire obtenue par les rouleaux plats (qui doit être à la température de moulage, environ 40 °C) est de nouveau savonnée et passe ensuite par les rouleaux d’impression, eux-mêmes savonnés au préalable.
Il ne reste plus qu’à couper la feuille de cire imprimée à la taille des feuilles souhaitées, ce qui peut se faire avec des moules adaptés.
Sur le marché, il existe des rouleaux manuels et motorisés, de différents matériaux, de différentes longueurs, et avec des alvéoles de différentes tailles. La taille la plus courante est celle des alvéoles de 5,3 cm de diamètre, bien qu’il en existe également pour des alvéoles d’abeilles africaines, un peu plus petites, et pour des alvéoles de faux-bourdons, évidemment plus grandes.
L’épaisseur de la feuille peut être ajustée en variant la distance entre les deux rouleaux d’impression. Habituellement, on règle pour avoir environ 9 à 10 feuilles Layens ou Dadant par kg de cire, et environ 20 % de plus pour Langstroth.

De plus en plus d’apiculteurs professionnels utilisent cette méthode pour fabriquer leurs propres feuilles pendant la saison où ils ont moins de travail, principalement parce qu’ils contrôlent ainsi les résidus potentiels qu’elles peuvent contenir, notamment des acaricides. À cet égard, il est utile de rappeler ce qui a déjà été mentionné dans l’article sur la qualité de la cire.
Il est intéressant de noter que la cire des opercules des hausses contient quatre fois moins de résidus que la cire des rayons de couvain des mêmes ruches. Cependant, pour un meilleur travail des feuilles, il est recommandé de mélanger la cire des rayons de couvain avec celle des opercules des hausses. Cette relation de résidus entre la cire d’opercules et celle des rayons ne s’applique pas aux cires des Layens, car l’opercule du miel peut provenir d’un rayon qui était dans le corps de couvain et a donc reçu plus de résidus par contact direct avec les traitements.
Laminage industriel
Le laminage industriel utilise le même système de rouleaux que celui qui vient d’être expliqué, à la différence près de la taille des machines et des automatismes pour améliorer les rendements.
C’est le procédé utilisé par certains apiculteurs professionnels entrepreneurs, pour leur usage et celui de certaines coopératives qui fabriquent des feuilles pour la vente.
Il existe deux types de laminage industriel, l’automatique, avec une seule machine, qui produit des feuilles plus rigides, et le semi-automatique, qui nécessite deux machines et produit des feuilles plus flexibles.
Laminage industriel automatique, pour fabriquer des feuilles rigides
Dans ce type de laminage, une seule machine est utilisée, qui reçoit la cire fondue d’un réservoir qui l’alimente, la maintenant liquide à la température de traitement. Le réservoir laisse tomber un fin filet de cire liquide sur les rouleaux imprimants, qui tournent en sens inverse et sont refroidis par un jet d’eau savonnée et tempérée provenant d’un réservoir adjacent. Ainsi, la cire liquide passe immédiatement à l’état solide et est imprimée avec les hexagones des rouleaux. Comme pour les rouleaux précédents, l’écart entre eux détermine l’épaisseur de la feuille.
Le résultat est une nappe de cire imprimée d’hexagones, qui tombe sur un tapis roulant. Sur le tapis, il y a des lames latérales réglables, qui limitent la largeur de la nappe à la dimension souhaitée. Il y a également une batterie de ventilateurs pour éviter l’excès d’humidité à la surface des feuilles. Plus loin sur le même tapis, une autre lame tombe verticalement sur la nappe de cire à des intervalles programmés. Ainsi, à la fin du tapis, des feuilles déjà découpées à la taille souhaitée tombent sur une table qui descend à mesure que le poids des feuilles augmente.
Ce processus est entièrement automatique. Et, comme déjà mentionné, le refroidissement rapide de la cire produit des feuilles plus rigides, avec des risques de cassure lors de la manipulation en périodes ou dans des zones froides. Cet inconvénient peut être partiellement résolu en contrôlant la température de la zone de travail de la machine à laminer, afin d’obtenir un refroidissement lent de la cire. Le contrôle de la température sera de toute façon nécessaire pour bien gérer tout le processus.

Laminage industriel semi-automatique, pour fabriquer des feuilles flexibles
Dans les zones froides, il est préférable que les feuilles soient flexibles, afin que, lorsqu’elles deviendront plus rigides en raison des basses températures, elles conservent encore suffisamment de flexibilité pour être manipulées sans risque de rupture.
Pour fabriquer ces feuilles, deux machines sont utilisées. Dans la première machine, un filet de cire liquide est déposé sur un grand rouleau, qui tourne pour produire une bobine de cire laminée un peu épaisse. Ces bobines peuvent être stockées pour être imprimées plus tard.


Dans la deuxième partie du processus, ces bobines lisses, après avoir été mises à température, passent dans une machine à rouleaux d’impression, comme cela se fait dans l’estampage artisanal et dans le laminage industriel automatique. Comme expliqué précédemment, avant leur passage dans cette deuxième machine, les bobines doivent être plongées dans un bain-marie pour les amener à la température de moulage, environ 40 °C.

Au même titre que dans l’estampage automatique, la nappe imprimée obtenue dans la deuxième machine est munie de lames de coupe qui délimitent la taille des feuilles. Elles reçoivent un jet d’air à leur sortie pour éliminer l’excès d’humidité en surface et tombent sur une table de réception qui descend à mesure que le poids des feuilles augmente.
Le choix de l’une ou l’autre méthode, ainsi que la longueur des rouleaux (environ 40 à 80 cm), peut faire varier le rendement de ces équipements entre 15 et 80 kg de feuilles par heure.
ISNI 0000 0005 1801 1100 | Joshua Ivars es gerente de LA TIENDA DEL APICULTOR y autor del blog, donde comparte contenido técnico y práctico para apicultores. Con amplia experiencia en el sector apícola, se dedica a ofrecer consejos y soluciones basadas en las necesidades reales del apicultor, aportando su conocimiento en productos y prácticas esenciales para la apicultura.



