

Quand on pense à l’hydromel, on évoque des récits littéraires, les dieux anciens, et bien sûr, nos abeilles et le besoin constant de valoriser le miel.

Selon la réglementation d’un pays à l’autre, l’hydromel a été intégré au Code Alimentaire et est généralement défini comme une boisson, avec une teneur en alcool comprise entre 8 et 12%.
En parcourant les foires d’une région à l’autre, on trouve une variété étonnante d’hydromels. Cette boisson est peu connue, les consommateurs s’en approchent par curiosité et achètent une bouteille, mais ils n’ont aucune idée de ce que devrait être une bonne bouteille d’hydromel. Avec le temps et l’expérience, les fabricants d’hydromel artisanal ont su proposer des produits exceptionnels de haute qualité. Les personnes qui improvisent, dénaturent le produit et éliminent de potentiels consommateurs.
Il existe de nombreuses recettes, mais peut-être que le plus important pour obtenir un bon produit ce n’est pas de suivre la recette. C’est de comprendre le processus de fermentation et de rester attentif pour accompagner le développement des levures.
Le ferment est un organisme vivant dont le comportement varie selon l’environnement dans lequel il se développe. De cette fermentation résulte non seulement l’alcool, mais aussi les odeurs et saveurs, plus ou moins agréables.
Pour découvrir un bon produit, nous allons vous parler de l’hydromel que Gonzalo Cervi, apiculteur argentin, qui le fabrique lui-même avec soin.
Visuellement attrayant : La couleur varie entre le jaune clair et le caramel. Le liquide est translucide, limpide, sans dépôts.
L’odeur est douce : elle rappelle le miel, sans qu’on ne sente les levures, ni d’odeurs évoquant l’acétone ou le vinaigre.
En bouche : La douceur dépend du type de boisson élaborée. Il n’y a pas de notes amères. Il peut toutefois y avoir une note acide, mais sans odeur acide.
Dans les saveurs, on retrouve des arômes agréables et doux de miel, de fruits, de vin blanc, sans rien qui rappelle la levure. L’alcool ne se perçoit pas de façon agressive.
Comme l’a mentionné Marcelo Maciel Araujo, créateur de boissons à base de miel – Punto Blanco, lors du récent Congrès Argentin d’Apiculture : « Cela doit briller, et l’alcool ne doit pas être agressif. »
Le processus de fermentation peut varier, et nous n’allons pas donner de recette spécifique, mais souligner qu’il faut acquérir une certaine expérience pour surveiller et évaluer les résultats. Choisir d’utiliser des sels ou du pollen, travailler avec des levures différentes ou avec des mélanges de fruits, peut améliorer ou non le résultat. Il est nécessaire de savoir moduler la vitesse de fermentation pour l’adapter à ces composants et à l’influence de l’environnement,. Il faut aussi connaître la limite sensorielle d’acceptabilité du produit avant sa commercialisation.
Comme pour tout, il ne faut pas se décourager, cela prend du temps de maîtriser le processus. Il est très utile de noter chaque étape, ainsi que les conditions environnementales, les types de miel et de levures, car tout cela génère des variations dans le résultat.
Les matières premières
Les matières premières doivent être de bonne qualité. Si vous commencez avec de mauvais produits, le résultat ne sera pas bon.
Le miel doit être frais pour préserver ses arômes (car ils sont volatils et se perdent avec le temps) qui confèrent ses caractéristiques au produit. Le miel peut être pasteurisé, afin d’éviter la concurrence de levures naturellement présentes avec les ferments sélectionnés. Bien que certains arômes se perdent lors de la pasteurisation, plus le miel sent bon, meilleures seront les chances d’obtenir une boisson avec un bon arôme. Le vieux miel, que certains pensent pouvoir utiliser pour fabriquer de l’hydromel, apporte du sucre pour la fermentation, donc certes, nous aurons de l’alcool, mais l’odeur et l’arôme de la boisson ne seront pas les mêmes. Des notes amères et une odeur de caramel, caractéristiques du vieux miel, seront présentes. Le miel fermenté ou vieux n’est pas utilisé pour fabriquer de l’hydromel, bien que l’idée soit souvent répendue.
Les levures se nourrissent des sucres présents naturellement dans le miel et se reproduisent. Dans ce processus, elles produisent de l’alcool et du dioxyde de carbone. Au début, elles le font en aérobie, c’est-à-dire en consommant de l’oxygène. Une fois la nourriture épuisée, ou une fois que la quantité d’alcool produite devient intolérable, la plupart des levures meurent, et une petite quantité continue de fermenter en anaérobie (c’est-à-dire sans oxygène). La transformation peut être incomplète s’il manque certains nutriments ou si la température n’est pas adéquate. Dans ce cas, des molécules intermédiaires ou alternatives du métabolisme du sucre sont générées, apportant des odeurs ou des goûts indésirables.
Certaines levures sont tolérantes à l’alcool et permettent d’obtenir des boissons à plus forte teneur, tandis que d’autres ne fonctionnent pas bien avec la concentration élevée de sucre nécessaire pour obtenir des boissons sucrées. La plupart des levures disponibles commercialement peuvent fermenter une dilution de miel, mais certaines sont plus adaptées pour produire des hydromels secs et d’autres des hydromels sucrés.
Les sels sont souvent considérés comme indésirables ou inutiles dans les processus artisanaux. Le semis avec des sels est plus important dans le cas du miel, afin d’éviter les odeurs ou les saveurs désagréables liées au stress des levures que dans d’autres vins, où la pulpe et la peau de raisin fournissent de l’azote. L’apparition de composés indésirables, résultant des carences en nutriments des levures pendant la fermentation, est prévenue en apportant de l’azote et du phosphore (peu abondants dans le miel). Cela peut se faire avec du pollen, mais le pollen transporte des spores de nombreux champignons aériens, qui peuvent contaminer le produit. Le phosphate diammonique et l’acide citrique acidifient également le mélange miel-eau, le portant à un pH optimal pour le développement des levures.
Métabisulfite de potassium : Il peut être ajouté pour contrôler la prolifération des bactéries éventuellement présentes, malgré la désinfection indispensable de tous les contenants et outils. Des levures étrangères pourraient entrer en compétition avec les levures ajoutées pour le sucre, et des bactéries indésirables produiraient de l’acide acétique et d’autres composés désagréables.
Outils, environnement et instruments de mesure
Les cuves en polyéthylène de haute densité et haut poids moléculaire (PEHD-HPM) de qualité alimentaire (comme les bonbonnes d’eau minérale pour distributeurs de 30 litres) sont des fermenteurs accessibles et appropriés pour la préparation d’environ 20 litres de produit. Les bonbonnes en verre sont également adaptées. Tout matériel en contact avec le produit doit être apte à contenir des aliments et adapté à une désinfection approfondie. Elles doivent être équipées d’une valve d’air, connue sous le nom de « airlock », pour permettre la sortie du CO₂ et empêcher la contamination.
L’environnement idéal pour installer les fermenteurs serait une cave où la température resterait constante autour de 22°C, sans lumière naturelle directe. Un excès de chaleur ou de froid accélère ou ralentit la fermentation, respectivement, et stresse les levures, générant des composés aux odeurs et saveurs peu appétissantes.
Les instruments nécessaires, thermomètre et mustimètre (ou un réfractomètre calibré pour l’œnologie), permettent d’évaluer le processus de fermentation. Ils sont simples à utiliser et accessibles.

Le mustimètre est un densimètre. Le liquide est versé dans une éprouvette, et le densimètre est immergé dans le récipient, offrant une lecture au niveau du liquide, selon l’échelle correspondante.
Étapes
Fabrication du moût
Le moût est fabriqué avec la quantité de miel nécessaire en fonction du produit recherché. Il est important de bien faire ce calcul pour que le produit ne soit ni trop faible, ni trop sucré, ce qui pourrait nuire à une bonne fermentation (ni moins de 20 % de miel dans l’eau, ni plus de 35 % pour les levures les plus courantes).
Le miel est dilué dans un récipient en inox avec la quantité nécessaire d’eau potable, filtrée au charbon actif, pour compléter le volume souhaité (il est important de ne pas remplir plus des deux tiers du récipient, car la mousse et le gaz ont besoin d’espace) et porté à ébullition pendant 10 minutes.
Une fois refroidi à 25°C, le mélange est versé dans les fermenteurs, désinfectés avec de l’alcool à 70º (il est nécessaire de diluer l’alcool vendu à 96°), en réservant environ 2 litres d’eau pour diluer le ferment. Dans ces 2 litres, le ferment est dilué selon les instructions fournies par les fabricants, qui peuvent varier selon les marques et les souches. Après 4 heures de stabilisation, le ferment est ajouté au reste du liquide, avec les sels dissous peu avant l’incorporation. L’activation des levures et la bonne dilution permettent une croissance homogène dans tout le récipient.
Contrôle de la fermentation
Chaque semaine, des échantillons sont prélevés sur les fermenteurs pour surveiller l’évolution du processus. La teneur en solides solubles (°Brix) peut être mesurée par réfractométrie et/ou les degrés Baumé (ºBe) à partir de la densité à l’aide d’un mustimètre. Si les phases n’évoluent pas comme prévu dans les courbes des figures 1 et 2, il faut évaluer quel facteur ne fonctionne pas correctement, le corriger (ou éviter l’erreur à l’avenir) pour échapper à un mauvais résultat.
Les transvasements ou soutirages
Le soutirage du liquide surnageant dans le fermenteur vers un autre récipient où le processus de fermentation se poursuit permet de séparer les sédiments (levures mortes et autres précipités qui apportent des arômes et des saveurs désagréables et troublent le moût) du liquide, où les levures vivantes continueront de fermenter en suspension.
Le timing de ces soutirages, ainsi que l’hygiène, sont essentiels (des bactéries ou des levures exogènes peuvent perturber le processus si des outils contaminés sont utilisés pendant le soutirage).
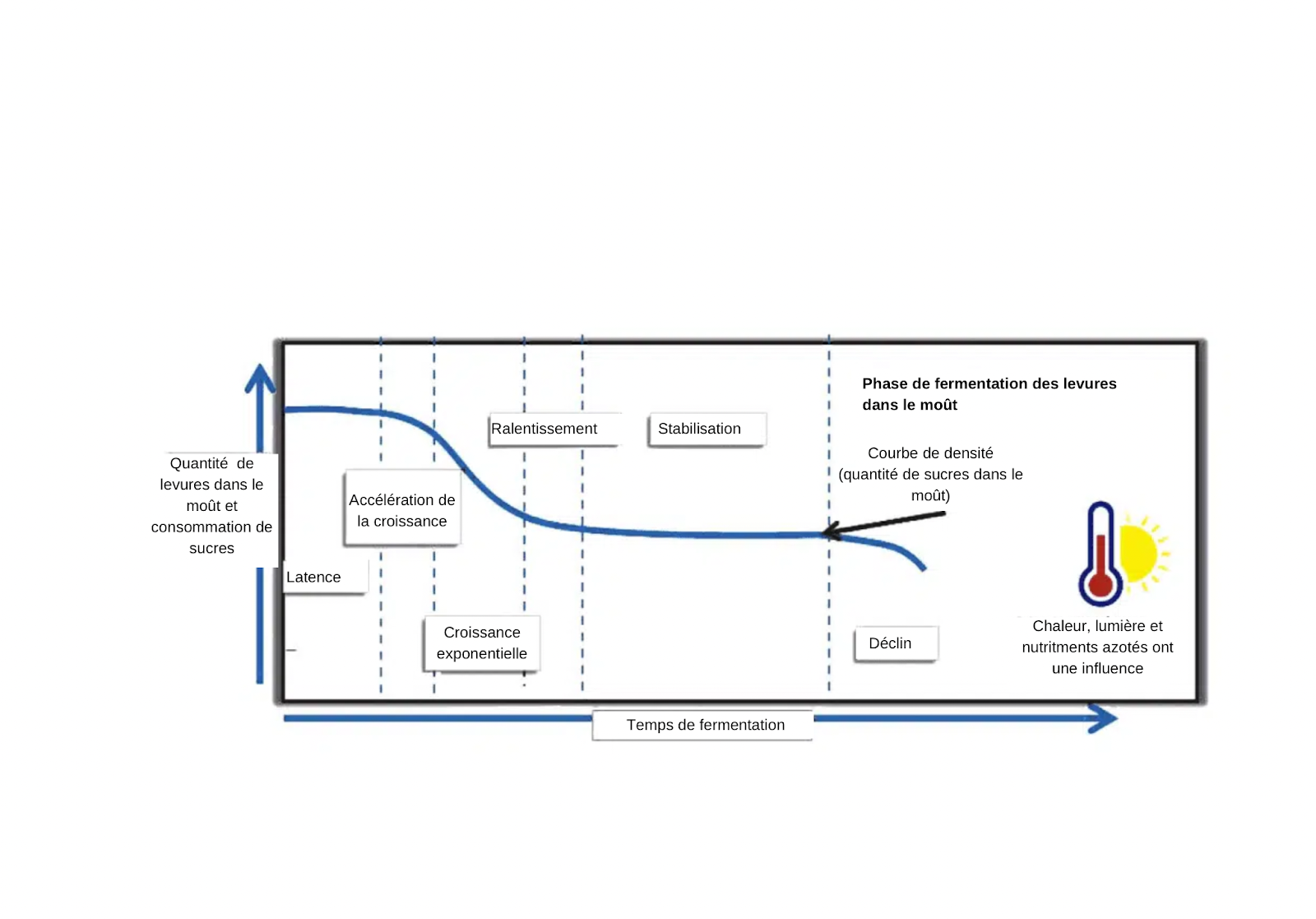
FIGURE 1
Premier soutirage : obligatoire une fois la fermentation tumultueuse terminée. Il ne doit pas être retardé. Une pulvérisation d’alcool à 70 % est utilisée comme désinfectant pour le goulot du récipient, et la partie limpide du moût est extraite par le haut du récipient, en veillant à maintenir le tuyau d’extraction à 5 cm au-dessus des sédiments pour qu’ils ne soient pas aspirés. Dans le cas d’un fermenteur équipé d’une vanne de soutirage, le débit doit être lent pour ne pas remuer les sédiments et évacuer tout le fond.
Soutirages de clarification : Au moins deux soutirages supplémentaires sont effectués à des intervalles de 20 jours. Un clarifiant est utilisé : 20 ml de suspension de bentonite à 20 % pour chaque 10 litres de moût. Ce mélange est ajouté par agitation 5 jours avant le soutirage, favorisant la précipitation des particules solides pour obtenir une boisson limpide et transparente. Les soutirages doivent être répétés jusqu’à ce que le produit soit clair avant la mise en bouteille. Un conditionnement prématuré entraîne des bouteilles avec des dépôts. La bentonite est un produit naturel, une poudre très fine dont la surface spécifique élevée confère une grande capacité d’absorption. Elle améliore donc la floculation et augmente la limpidité. On peut aussi utiliser du blanc d’œuf battu ou d’autres clarifiants vendus dans les mêmes magasins que les levures.

Marta Mattone, aussi passionnée par l’apiculture que son père, Hector Mattone. Elle soutient la dilution de la levure pour l’incorporer à la deuxième phase du projet avec Eduardo Prieto dans l’Établissement Fe y Esperanza, dans le delta du fleuve Paraná. On peut voir le fermenteur conique, qui permet de concentrer les sédiments, et dont la sortie dans la partie supérieure du cône facilite les soutirages sans remuer le fonds, afin que le moût soit limpide. Photo d’Alicia Basilio.
Dans la Figure 1, on peut voir l’évolution de la densité du moût, mesurée avec un mustimètre, au fil des semaines de traitement.
- Fermentation aérobie ou tumultueuse : Entre le cinquième et le huitième jour du processus, cette étape pourrait être associée à la phase exponentielle de croissance du ferment dans des conditions idéales. Ces conditions varient selon les levures et les substrats :
- Latence : adaptation des levures au milieu ;
- Accélération du processus : les levures commencent à se multiplier ;
- Croissance exponentielle des levures : il y a une importante libération de dioxyde de carbone ;
- Ralentissement : la croissance des levures devient plus lente.
Il y a une augmentation de la quantité d’alcool et un début de stabilisation du processus. À ce stade, presque tout le sucre du substrat a été consommé, de l’alcool s’est accumulé et l’acidité a augmenté dans le milieu. La baisse de la densité est due à la consommation du sucre ; c’est pourquoi le mustimètre est un moyen simple d’évaluer la progression du processus.
- Développement stationnaire : Les nutriments commencent à manquer ou certains éléments deviennent toxiques. Les levures se multiplient moins, seules celles qui meurent sont remplacées.
- Déclin : La quantité de levures diminue, certaines meurent, mais celles qui survivent continuent à transformer les derniers sucres. Il est important que, à ce stade, les levures soient en bonne condition physiologique (sans stress) pour éviter l’interruption de la fermentation et l’apparition de mauvaises odeurs ou saveurs.
Défauts
Le développement de la fermentation alcoolique est lié à la phase de croissance des levures. Certaines levures, viniques ou de production de bière, sont adaptées aux moûts contenant 30% de miel, tandis que d’autres conviennent mieux aux moûts en contenant 20%.
La dynamique de ces levures (figure 2) n’est pas la même.
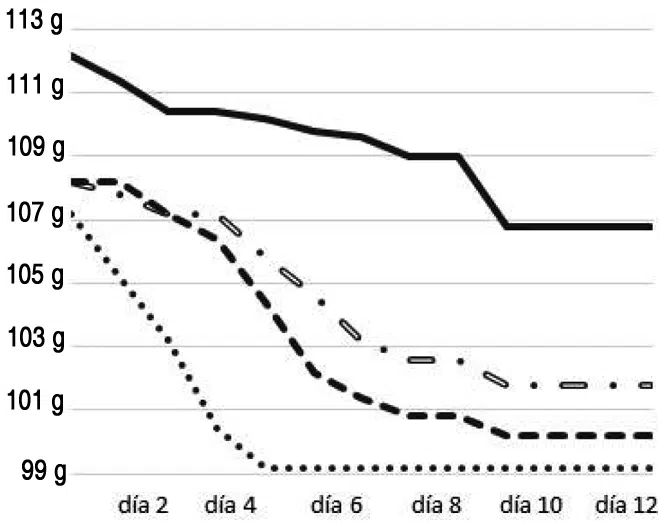
Figure 2 : Courbes expérimentales de variation de la densité du moût à une température constante de 20°C, pour différentes levures travaillant dans leurs concentrations optimales de moût.
Note sur la Figure 2 :
Ligne continue : Levure de production de bière travaillant dans un moût avec 30% de miel.
La ligne en pointillés noirs correspond à la même levure dans un moût avec 25% de miel. Le résultat donne respectivement des hydromels doux et demi-secs.
La ligne en points noirs correspond à une levure pour vins blancs effervescents. Ces levures rustiques s’adaptent bien à la carence en nutriments azotés du miel et produisent de bons hydromels secs.
La ligne en pointillés blancs correspond à la fermentation dans un moût avec 25% de miel de levures de boulangerie, qui produisent de l’alcool sans problème, mais peuvent générer des arrière-goûts qui sont mieux masqués dans les produits sucrés.
Grâce à notre expérience avec plusieurs levures et trois concentrations différentes de miel, nous avons sélectionné ces courbes (Figure 2) car elles peuvent être comparées à un processus de fermentation artisanal. Pour des concentrations élevées ou moyennes de miel, afin de produire un hydromel doux ou demi-sec (30 à 25% de miel dans le moût), les meilleures performances ont été obtenues avec les levures de fermentation de bière.
À des concentrations plus faibles (20%), pour produire une boisson sèche, la meilleure performance a été obtenue avec la levure pour vins blancs effervescents – la levure de boulangerie a bien fonctionné, mais a laissé des goûts désagréables, sauf avec une concentration intermédiaire de miel (25% de miel dans le moût).
Il est important que le développement, après la stabilisation, soit relativement rapide et que la phase tumultueuse soit dépassée en une semaine. À partir de ce moment, il est essentiel de débourber. Le douzième jour, la majeure partie du sucre a déjà été consommée, et une fermentation anaérobie lente commence, qu’il faudra contrôler, en effectuant des débourbages successifs jusqu’à obtenir un produit clair.
Plus le déroulement de la fermentation ressemble à la dynamique observée dans la Figure 1, mieux le processus fonctionne ; et meilleure sera la qualité sensorielle du produit.
Les levures de boulangerie fonctionnent bien avec un large éventail de concentrations de miel et produisent de l’alcool tout aussi bien que les levures viniques ; cependant, elles laissent des arrière-goûts étranges dans le produit, qui sont plus appréciés par des consommateurs de boissons sucrées que de boissons sèches.
Pour les concentrations faibles en moût, la fermentation est abrupte et se termine au bout de cinq semaines environ. Pour les concentrations moyennes, la fermentation s’achève au bout de neuf à dix semaines. Pour les concentrations élevées, les levures prennent du temps à démarrer le processus, en raison de l’excès de pression osmotique, et toutes ne réussissent pas à accomplir correctement leur tâche.
Si nous partons d’un moût très riche en sucres, nous pouvons rencontrer des problèmes de fermentation, car l’excès de pression osmotique (le même facteur qui empêche la prolifération des micro-organismes dans le miel mature) génère du stress, et les levures produisent des substances intermédiaires dans leur métabolisme, qui peuvent devenir toxiques pour elles-mêmes et mourir sans consommer le sucre restant. Le résultat sera une boisson douce, faible en alcool et avec des odeurs étranges.
Dans un moût pauvre en sucres, la fermentation peut s’arrêter par manque de substrat, donnant une boisson sèche (avec une teneur en alcool variable en fonction de la tolérance de la levure), mais avec une teneur en alcool inférieure à celle souhaitée, ce qui donne une boisson faible et insipide.
La désinfection et l’évitement de la contamination sont indispensables pour que ce soient les ferments sélectionnés (et non d’autres micro-organismes) qui prolifèrent pendant la fabrication.
Les lies et sédiments ne sont pas un signe de processus artisanal. Ce sont les corps des levures mortes, et leur présence génère de mauvaises odeurs et saveurs. La limpidité est un signe de qualité pour l’hydromel.
Le processus de fermentation, de décantation et d’embouteillage des produits artisanaux se développe généralement dans un environnement où les installations ne sont pas exclusivement dédiées à cela. C’est pourquoi il faut veiller à ne pas contaminer et à ne pas oxygéner le liquide lors du débourbage, et à prendre soin de ne pas retarder les opérations.
Il est important de veiller à ne pas produire de bulles pour éviter l’oxydation du produit en phase anaérobie, et de réaliser tous les processus en incorporant le moins d’air possible.
L’hydromel peut acquérir une odeur de xérès par l’oxydation de certains composants. Certaines personnes aiment ce goût, mais s’il n’est pas indiqué sur l’étiquette, c’est le résultat d’une mauvaise pratique.
La boisson artisanale exige plus de soin que l’industrielle, car elle n’est pas fabriquée dans des installations exclusivement dédiées, et souvent, les outils et instruments de mesure sont utilisés pour d’autres produits. Il est nécessaire de maintenir les rayons du soleil éloignés du fermenteur, et de contrôler la température ambiante pour que le processus ne soit ni retardé ni accéléré, ce qui provoquerait du stress chez les levures et des processus métaboliques indésirables.
Enfin, l’hydromel artisanal n’est pas un vin de garde. Il ne s’améliore pas avec le temps et doit être consommé en une ou deux saisons.

Comment utiliser ces informations si vous commencez à expérimenter la fabrication d’hydromel ?
Tout au long des jours de fermentation aérobie, des échantillons sont prélevés (en veillant à ne pas contaminer le moût), et la densité est mesurée avec un densimètre. La densité est tracée en fonction du temps, en jours, et une courbe semblable à celle de la Figure 2 est obtenue. Si le résultat final n’est pas celui attendu, cette courbe permet d’analyser le processus et de rechercher les causes les plus probables. Pour ce faire, on sélectionne la courbe (inférieure pour les levures sèches et la supérieure pour les levures douces) en fonction du type de ferment que vous utilisez, et on les compare.
Si la courbe n’évolue pas à la baisse, il y a un problème de faible activité des levures : peut-être étaient-elles anciennes, la température trop basse, ou il manquait suffisamment de protéines pour que les levures se reproduisent.
Solutions : Contrôler que la température soit dans la fourchette indiquée par le fabricant de levures sur l’étiquette, et incorporer des sels. Le résultat peut être une boisson faible en alcool, peut-être sucrée, avec un mauvais goût dû au stress des levures.
Un autre problème est que le moût soit trop sucré pour le type de levure choisi, provoquant du stress par pression osmotique, et les levures mettent du temps à démarrer ou ne le font pas en quantité suffisante pour tout le volume, générant également des goûts désagréables liés au stress (voir le cas de la courbe en pointillés dans la Figure 2).
Si la courbe chute trop rapidement, il y a trop d’activité dans la phase de croissance (accélération et croissance exponentielle dans la Figure 1), et la cause la plus probable est un excès de température. L’excès d’alcool obtenu tuera les levures sans finir la phase de fermentation anaérobie (phase stationnaire dans la Figure 2).
Quelqu’un a dit que la fermentation est l’art de garder les levures heureuses, et nous sommes tout à fait d’accord !
ISNI 0000 0005 1801 1100 | Joshua Ivars es gerente de LA TIENDA DEL APICULTOR y autor del blog, donde comparte contenido técnico y práctico para apicultores. Con amplia experiencia en el sector apícola, se dedica a ofrecer consejos y soluciones basadas en las necesidades reales del apicultor, aportando su conocimiento en productos y prácticas esenciales para la apicultura.



