

Homogeneizar o mezclar mieles es una operación que puede ser necesaria para algunos envasadores, sean estos del volumen que sean.
Básicamente, puede tener dos objetivos distintos:
- Mejorar alguno de los parámetros de calidad de algún lote, mezclándolo con otro que los tenga mejor.
- Conseguir un estándar de calidad que se pretenda servir a consumidores acostumbrados a él.
Parámetros de calidad de la miel
Los parámetros de calidad de la miel están definidos a nivel UE por la Directiva 2001/110/CE, que también rigen en España, descritos en el RD 1049/2003.
De ellos, los más críticos, que pueden requerir mezcla de mieles para ser cumplidos holgadamente, son:
- Humedad. La comercial ha de estar ente el 17 y el 18 %. Humedades muy bajas, 16 % o menos, hacen a la miel muy viscosa, difícil de manejar. Humedades altas, superiores al 18 %, suponen el riesgo de que, cuando cristalice, se establezca un gradiente, los cristales, más secos, van al fondo, y en la parte superior puede haber más del 20 % de humedad, lo que supone un alto riego de fermentación (Foto 1). Puede recuperarse un lote de miel de humedad en zona de riesgo mezclándolo con otro que la tenga mejor.

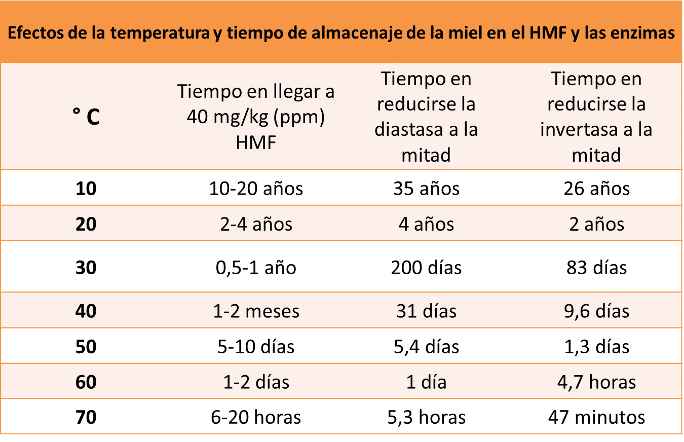
- HMF (hidroximetilfurfural). Es una sustancia que se forma por deshidratación de los azúcares, fundamentalmente de la fructosa, en medio ácido. Una miel recién cosechada por las abejas tendrá 0 mg/kg. Pero mensualmente, en la colmena o fuera, se irá formando más HMF, a razón de alrededor de 1,7 mg/kg y mes Bosch y Serra 1987. Se formará más si se calienta (Tabla 1). El límite legal para una miel de mesa es de 40 mg/litro, por lo que mieles viejas, o recalentadas, tienen menos vida comercial. Si se quiere recuperar algún lote de alto HMF deberá mezclarse con otro que lo tenga mejor.
Tabla 1. Bogdanov 2008:
- Color. Es un parámetro importante para definir determinadas mieles. El RD 1049/2003 cita que se puede etiquetar una miel por su origen floral o vegetal si posee “…las características organolépticas, fisicoquímicas y microscópicas de dicho origen”. Pero no cita valores. Estos se dan en la bibliografía científica y técnica referenciada, por ejemplo, Persano 2004. Para España existe un acuerdo de la Mesa de Coordinación de la Calidad Alimentaria, Mº de Agricultura, 2023, que admite como valores de referencia los que se dan en la “Guía de mieles monoflorales de la península Ibérica”, Apinevada y Pajuelo 2023. Un lote de miel que esté ligeramente fuera del rango deseado puede mezclarse con otro que lo tenga mejor para ajustarlo. Como norma general es fácil oscurecer una miel añadiendo poca cantidad de otra más oscura, pero es muy difícil aclarar una miel oscura.
- Olor y gusto. Al igual que se hace en los vinos y en otra serie de productos alimentarios, la mezcla de lotes puede servir para mejorar el olor y el gusto de alguno. Es claro que aquí el catador, y su experiencia, juegan un papel fundamental.
En esos tres primeros parámetros funciona la matemática de la ley de mezclas: el valor final de un parámetro de una mezcla de mieles será el resultante de sumar el producto del porcentaje de presencia de cada parte en la mezcla por el valor de su parámetro. Ejemplo: mezclamos un 60 % de una miel del 16 % de humedad con un 40 % de otra del 19 %, el resultado tendrá una humedad de 0,6 x16 + 0,4×19 = 17,2 %.
El valor de la humedad puede medirse fácilmente usando un refractómetro para el rango de la miel. El valor del HMF puede medirse con una prueba de tiras reactivas, Reflectoquant®, o encargándolo a un laboratorio externo. El valor del color se mide con un colorímetro específico para mieles.
- Otro factor de calidad importante, y que admite corrección mediante mezclas, es el contenido en polen. Pero en este es más complicado prever los resultados. Aparte del % de polen de las plantas que formaron la miel, hará falta saber el contenido total de granos de polen. Por ejemplo, queremos mezclar un lote de romero del 24 % de su polen con otro del 9 %, para llegar al 12 % comercial. Necesitaremos saber, además, cuánto polen total tenía cada uno de esos lotes. Si el del 24 % tenía poco polen, hará falta añadir bastante para que su participación en la mezcla final consiga elevar lo suficiente el 9 % del otro lote. Esto puede hacerse pidiendo en el análisis polínico, además del % del polen que nos interese, la riqueza total en polen, que se define como “Clases de Maurizio”, y que van desde la clase I, con menos de 2.000 granos de polen/g de miel, hasta la clase V, con más de 100.000 granos/g de miel. También puede hacerse a ojo, haciendo pruebas y analizando el % resultante del polen deseado.
Evidentemente, los demás parámetros de calidad de las mieles también pueden ser modificados en un lote, mezclándolo con otro de mejores datos.
Materiales y métodos de homogeneización/mezcla.
Mezclar lotes de miel requiere un proceso, que se inicia, claro está, con la decisión de qué lotes mezclar y en qué proporción. Para ello es imprescindible un buen conocimiento de los lotes a mezclar, que puede ser empírico o analítico, mediante mediciones propias o externas.
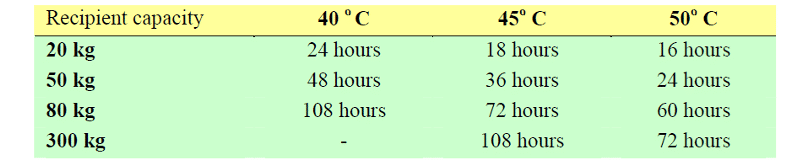
Una vez decidido este punto, las mieles a mezclar deberán atemperarse, calentarse a un mínimo de unos 40 °C, para que se fluidifiquen y la homogeneización sea efectiva. Con más temperatura se consigue más fluidez, pero también aumenta el HMF y se pierden aromas. Lo más rápido es calentar al baño de maría. Lo más frecuente es hacerlo con aire caliente. El tiempo necesario para ello varía en función de una serie de factores (Tabla 2).
Tabla 2. Tiempo necesario para calentar hasta 40, 45 o 50 °C recipientes de distintos pesos con miel, Bogdanov 2008.
Las empresas grandes de envasado pasteurizan la miel para retrasar la cristalización, calentando a unos 70 °C x unos 2 minutos. Esto equivale, en términos de pérdida de calidad, a unos 3 meses de almacenaje en un local adecuado (seco y fresco, a temperatura ambiente 20-23 °C), ver Tabla 1.
Una vez atemperada la miel ya se pueden mezclar los lotes. Para ello puede utilizarse cualquier recipiente con un eje y aspas que creen un régimen laminar del fluido, no turbulento. La turbulencia de la masa líquida puede darse por excesiva velocidad de rotación del eje, o porque el diseño de las aspas mezcladoras permiten la entrada de aire en la masa. Este aire emigrará a la parte superior del envase, dando una capa blanca no deseable (Foto2). Esta incorporación de aire también se da cuando el volumen de miel no cubre totalmente las aspas, y una parte de ellas entra y sale de la masa a mezclar.

En el mercado hay una extensa gama de depósitos mezcladores/homogeneizadores de diferentes capacidades. Para que la homogeneización sea perfecta, cada uno de ellos requerirá un determinado tiempo (Foto 3).

Bibliografía
- Apinevada y Pajuelo Consultores Apícolas (2023): https://www.pajueloapicultura.com/4a-edicion-de-la-guia-mieles-monoflorales-ibericas/
- Bogdanov, S. (2008). Storage, Cristallisation and Liquefaction of Honey. Bee Product Science, www.bee-hexagon.net
- Bosch, J. y Serra i Bonvehí, J (1986). “Evolución del contenido en HMF en las mieles procesadas y situadas en el mercado español”. Alimentaria, XXIII (175), 59-61.
- Mesa de Coordinación de la Calidad Alimentaria, Mº de Agricultura (2023): https://www.mapa.gob.es/app/armonorcali/Fichero.aspx?id=ES&idConsulta=146
- Persano y otros (2004). “Main European unifloral honeys: descriptive sheets”: https://www.bjcp.org/mead/MHS06.pdf
ISNI 0000 0005 1801 1100 | Joshua Ivars es gerente de LA TIENDA DEL APICULTOR y autor del blog, donde comparte contenido técnico y práctico para apicultores. Con amplia experiencia en el sector apícola, se dedica a ofrecer consejos y soluciones basadas en las necesidades reales del apicultor, aportando su conocimiento en productos y prácticas esenciales para la apicultura.




Excelente. Muy completo, conciso.